Client Industry
Project Objective
The client was facing increasing operational complexity, production inefficiencies, and revenue leakage across multiple chemical processing units. Manual monitoring systems and fragmented operational data made it difficult to identify bottlenecks, predict failures, and optimize production performance at scale.
The goal was to implement an AI & Machine Learning powered industrial analytics dashboard capable of delivering:
Real-time operational visibility
Predictive maintenance alerts
Production efficiency analytics
Energy consumption tracking
Automated anomaly detection
Revenue leakage analysis
Initial Challenges Faced by the Plant
Before implementation, the factory relied heavily on:
Excel-based reporting
Manual machine inspection
Delayed maintenance response
Reactive operational decisions
Disconnected production data
This created major operational issues:
Revenue Leakage
Untracked raw material wastage
Production inconsistency between shifts
Energy overconsumption during idle cycles
Machine downtime impacting delivery timelines
Incorrect inventory forecasting
Estimated yearly operational losses exceeded:
₹1.8–2.4 Crores annually
Operational Problems Identified
1. Unplanned Machine Downtime
Critical processing machines were failing unexpectedly due to lack of predictive monitoring.
Average downtime:
11–14 hours per month
Impact:
Delayed production batches
Increased maintenance costs
Reduced plant efficiency
2. Data Visibility Issues
Production managers lacked centralized operational visibility.
Problems included:
No real-time KPI dashboard
Delayed shift reporting
Inconsistent production logs
Lack of operational forecasting
3. Energy & Resource Waste
The plant consumed excessive:
electricity
coolant
raw materials
without accurate analytics to optimize operational cycles.
Solution Implemented
Dork Industry designed and deployed a centralized AI-powered industrial analytics ecosystem.
Core Technologies Used
Industrial IoT Integration
Sensors integrated across:
temperature systems
vibration monitoring
pressure systems
motor health
energy meters
chemical processing units
AI & Machine Learning Engine
Custom ML models were trained using:
historical machine performance
operational load patterns
failure logs
production cycles
environmental conditions
The models predicted:
machine failures
abnormal production behavior
energy spikes
maintenance schedules
operational inefficiencies
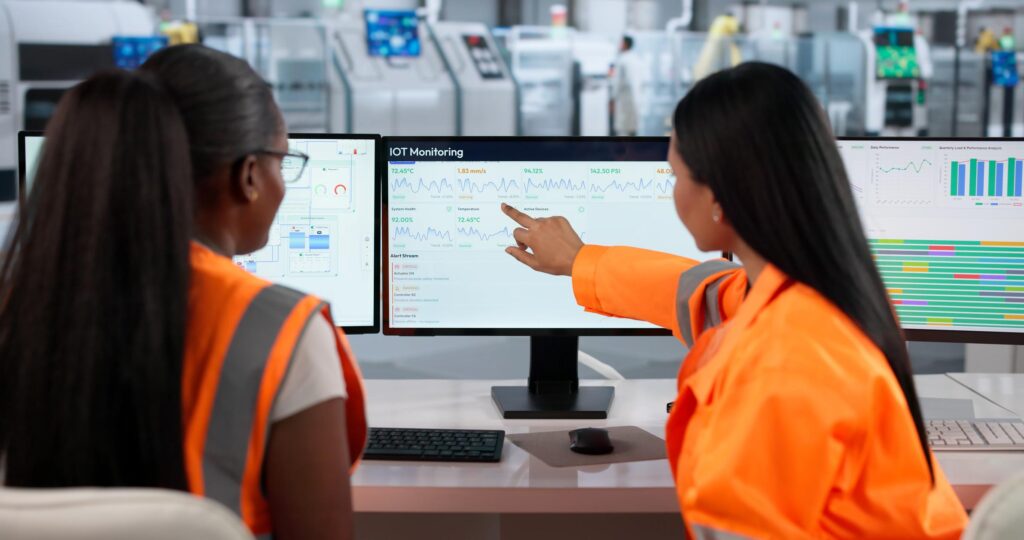
Centralized Industrial Dashboard
A real-time web dashboard was developed featuring:
Live Production KPIs
Output efficiency
Batch tracking
Shift performance
Plant utilization metrics
Predictive Maintenance Monitoring
Machine health score
Failure probability index
Vibration anomaly alerts
Maintenance scheduling automation
AI Analytics Layer
Predictive operational trends
Production forecasting
Revenue leakage analytics
Resource optimization insights
Results Achieved After Implementation
Operational Improvements
| Metric | Before | After |
|---|---|---|
| Unplanned Downtime | 14 hrs/month | 3 hrs/month |
| Production Efficiency | 68% | 91% |
| Maintenance Cost | High reactive cost | Reduced by 38% |
| Energy Wastage | Untracked | Reduced by 27% |
| Reporting Time | 4–5 hrs daily | Real-time |
Financial Impact
Estimated Annual Savings
Reduced downtime losses
Lower maintenance expenses
Optimized energy consumption
Better production forecasting
Reduced material wastage
Total Estimated Savings:
₹2.8+ Crores annually
AI Capabilities Introduced
Predictive maintenance
Anomaly detection
Operational forecasting
Shift efficiency analytics
Automated alerts & notifications
Smart KPI monitoring
Production optimization insights
Business Outcome
The chemical plant transitioned from reactive operations to a data-driven intelligent manufacturing ecosystem.
Management gained:
real-time operational visibility
predictive control over failures
improved production planning
centralized monitoring
measurable profitability improvements
The implementation not only reduced operational leakage but also established a scalable digital infrastructure ready for future Industry 4.0 expansion.
Technologies Used
AI/ML Models
Industrial IoT Sensors
Predictive Analytics Engine
Real-Time Dashboard System
Cloud Infrastructure
Node.js / Python Backend
React Dashboard Interface
MQTT & Industrial Data Processing
Conclusion
Modern manufacturing losses often occur silently through inefficiencies, downtime, and lack of visibility. By combining AI, machine learning, and industrial automation, businesses can transform raw operational data into actionable intelligence.
This project demonstrated how intelligent analytics and predictive systems can significantly improve efficiency, reduce operational losses, and create long-term scalability for industrial manufacturing environments.